
Chaque année, Kepner‑Tregoe distingue des équipes clientes pour leur utilisation exemplaire des processus KT et leur impact durable sur la performance opérationnelle. Cette année‑là, Gerresheimer, fabricant mondial de solutions en verre et plastique pour les industries pharmaceutique et de la santé, a remporté le prix : KT Excellence Award
L’entreprise a été récompensée par le Gold Award de Kepner-Tregoe pour son usage rigoureux des processus KT afin de résoudre un problème complexe de fabrication, de renforcer la relation client et d’ancrer une culture de résolution de problèmes structurée et factuelle.
Le défi
Gerresheimer devait remplacer un matériau plastique devenu indisponible par un matériau équivalent. Les propriétés du nouveau matériau étant similaires, une transition fluide était attendue. Pourtant, lors des tests de validation, les composants fabriqués avec ce nouveau matériau ne respectaient pas les critères qualité et ont été mis en quarantaine. La cause semblait évidente : le changement de matériau. La situation était critique :
- les stocks de l’ancien matériau s’épuisaient,
- la production risquait d’être interrompue,
- des signalements de fuites côté client laissaient craindre que des produits défectueux soient déjà sur le marché.
L’approche KT : une analyse structurée et transverse
En raison de la complexité du processus de production, le service Qualité a reconnu qu’une démarche structurée d’Analyse de Problème KT était la meilleure approche pour traiter cette situation. Le responsable du programme, ayant suivi la formation KT et disposant de compétences avancées en diagnostic et résolution de problèmes selon la méthodologie KT, a été sollicité pour animer les séances d’analyse de problème et accompagner l’équipe pluridisciplinaire en tant que coach, en la guidant tout au long du processus. Cette équipe pluridisciplinaire comprenait des ingénieurs des services Qualité, Développement et Production, ainsi que le responsable du projet initial de changement de matériau. De plus, le client, qui avait participé au projet de changement de matériau, a également été associé à la démarche.
Ce type de défaut était inhabituel, n’avait jamais été observé auparavant et était totalement inattendu. En tant que fournisseur unique de ce client, Gerresheimer savait que ce problème pouvait affecter la production des produits du client et, en fin de compte, les patients qui en sont les utilisateurs finaux.
En impliquant dès le départ une équipe pluridisciplinaire, Gerresheimer souhaitait maximiser sa capacité à parvenir rapidement à une résolution du problème.
Tous les membres de l’équipe étaient initialement persuadés que le changement de matériau était à l’origine du problème. Toutefois, en suivant rigoureusement le processus KT et en élaborant la spécification du problème, ils ont progressivement constaté que ce changement n’était pas la seule cause envisageable. Malgré cette conviction de départ, l’analyse des informations recueillies leur a finalement permis d’exclure le changement de matériau comme cause du problème. Cette conclusion était totalement inattendue.
Analyse de problèmes KT
Le responsable de l’équipe de résolution de problèmes a encouragé chacun à remettre en question ses propres théories. À mesure que les participants se familiarisaient avec l’approche structurée KT et avec la précision de la spécification du problème, ils ont réalisé qu’il était possible d’écarter rapidement certaines causes potentielles en s’appuyant uniquement sur les faits. Même si certains membres avaient déjà été formés à d’autres méthodes de résolution de problèmes, tous ont été convaincus par la rigueur, la cohérence et l’approche factuelle de l’Analyse de Problème KT. Cette méthode a permis d’établir un langage commun et d’assurer une grande transparence dans la gestion d’une situation particulièrement complexe.
Working through the details, the team was also able to confirm that the issue they were investigating was unrelated to the reported leakage of product already in the market. They could confirm to the customer that the products already out there were not at risk due to any problems from their organization’s processes.
Écarter la cause évidente était difficile à accepter, mais nécessaire pour trouver la véritable cause profonde.
Un constat inattendu : la cause évidente n’était pas la bonne.
L’équipe était convaincue que le nouveau matériau n’était pas le problème, mais alors, qu’est-ce qui l’était ? Écarter la cause évidente était difficile à accepter, mais nécessaire pour trouver la véritable cause profonde. Parmi les seize causes potentielles qui avaient été identifiées, la plupart étaient directement liées à la production en raison de la grande complexité du processus de production. En utilisant la matrice EST et N’EST PAS de KT (voir figure 1), il était évident qu’ils avaient besoin de plus de données, et avec plus d’informations, ils ont continué à affiner leur analyse. Personne ne s’y attendait, mais les données ont révélé que le problème survenait lors des tests hors ligne.
| EST | N’EST PAS | |
|---|---|---|
| Quoi | Quel objet EST concerné par le problème ? | Quel objet similaire N’EST PAS concerné par le problème ? |
| Où | Où le problème apparaît-il ? | Où le problème pourrait‑il apparaître, mais N’APPARAÎT PAS ? |
| Quand | Quand le problème a-t-il été observé pour la première fois ? | Quand le problème pourrait‑il être observé pour la première fois, mais NE L’EST PAS ? |
| Combien | Combien d’objets SONT affectés ? | Combien d’objets POURRAIENT être affectés, mais NE LE SONT PAS ? |
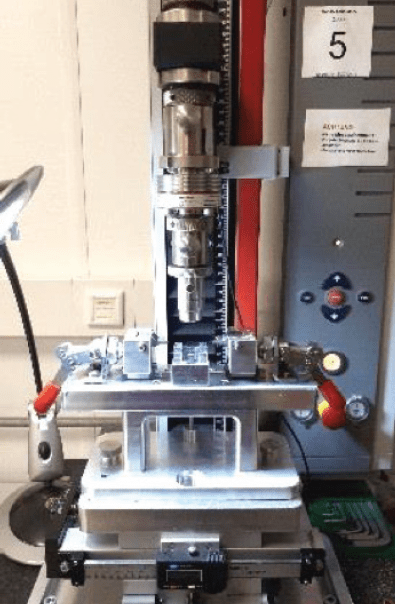
Des équipements de test étaient en place et intégrés au processus de production. De plus, des équipements de test hors ligne étaient utilisés pour tester des portions spécifiques de chaque lot de composants. Les tests hors ligne servaient à assurer la stabilité du processus d’un échantillon des pièces. En suivant les faits et la logique du processus KT, il est apparu clairement que l’une des étapes de maintenance affectait un équipement de test hors ligne (figure 2 ci-dessous) et créait un problème en exerçant une force excessive lors d’un pré-test, entraînant des résultats négatifs lors d’un test d’étanchéité ultérieur avec d’autres équipements.
Pour la vérification finale de la cause, un plan de test a été créé avec le client, et de nouvelles méthodes de test ont été développées. La cause a été confirmée, et des actions correctives ont été définies et mises en œuvre. Gerresheimer a retesté les lots mis en quarantaine et les a mis sur le marché. Une surveillance a été mise en place pour l’équipement de test hors ligne afin d’éviter toute récurrence.
Les résultats génèrent des avantages au-delà d’un problème résolu
Cette application du processus KT a produit des résultats significatifs, au-delà des centaines de milliers d’euros économisés lorsque les lots mis en quarantaine ont été libérés et expédiés au client. Plus important encore, la sécurité des produits a été assurée. L’utilisation de l’analyse de problèmes Kepner-Tregoe et la confirmation de la cause profonde ont aidé Gerresheimer à éliminer tout risque pour les clients finaux et à éviter le potentiel de rappels de produits déjà sur le marché.
L’implication et la communication avec le client tout au long du processus avaient rassuré tout le monde sur le fait que le problème serait résolu. La transparence du processus structuré tout au long de la résolution de problèmes, des actions correctives, des tests finaux et de la surveillance a accru la confiance du client dans la capacité de Gerresheimer à gérer ce problème et tout problème futur.
Alors qu’à l’origine, l’équipe interfonctionnelle avait ses propres méthodes de résolution de problèmes préférées et ses propres théories sur la cause profonde, travailler sur le problème a aidé l’équipe à comprendre la puissance du processus Kepner-Tregoe. Au fur et à mesure que la nouvelle se répandait, une vague de personnes de divers départements a demandé une formation Kepner-Tregoe. Avec des applications plus réussies du processus KT, l’intérêt pour la formation a continué de croître.
La puissance du processus KT pour la résolution de problèmes, et en tant qu’outil de communication transparent, a été récemment soulignée : Bien que rares, lorsqu’il y a une réclamation client, Gerresheimer doit enquêter et rendre compte de ses conclusions au client. Lorsque le client a soulevé l’un de ces rares problèmes récemment, Gerresheimer a utilisé la méthodologie KT pour l’enquête et a pu partager des données avec le client qui indiquaient clairement que le problème était survenu chez le client et que Gerresheimer n’était pas en faute.
Un langage commun pour la résolution de problèmes
Les applications réussies du processus KT sont promues au sein de Gerresheimer par le biais d’études de cas dans une publication destinée aux employés, suscitant des demandes de formation et renforçant le soutien de la direction. Lorsque KT a remis à l’organisation le Prix d’Or international pour la réussite du processus KT, plus de 700 employés ont assisté à la cérémonie. Exiger l’utilisation de Kepner-Tregoe dans le processus 8D standardisera la manière dont les équipes appliquent les méthodes KT aux problèmes graves et complexes.
Cette application primée de KT a offert une visibilité substantielle au niveau de la haute direction et de l’encadrement intermédiaire, renforçant la reconnaissance de l’efficacité des outils Kepner-Tregoe. Au sein de Gerresheimer et chez le client, la conviction existe désormais que l’approche KT fonctionne réellement et que Gerresheimer a la capacité de résoudre des problèmes très complexes et urgents.
À propos de Gerresheimer
Gerresheimer est un partenaire mondial des industries pharmaceutique et de la santé. Fabricant de verre et de produits plastiques spécialisés d’une valeur de 1,4 milliard d’euros qui contribuent à la santé et au bien-être, l’entreprise compte environ 10 000 employés dans le monde. Gerresheimer fabrique des produits sur les marchés locaux, à proximité de ses clients en Europe, en Amérique du Nord, en Amérique du Sud et en Asie. Le portefeuille complet de produits du fabricant comprend des emballages pharmaceutiques et des produits pour l’administration sûre et simple de médicaments, notamment des stylos à insuline, des inhalateurs, des micro-pompes, des seringues préremplies, des flacons injectables, des ampoules, des bouteilles et des récipients pour médicaments avec systèmes de fermeture et de sécurité, ainsi que des emballages pour l’industrie cosmétique.